


金海金属材料(漳州市分公司)座落在开发区蒋管屯镇杜丹江路东首100号;公司占地面积50余亩,厂房建筑面积7000多平方米。分别有涂塑车间、挤出车间、复合车间、注塑车间和仓库。公司注重人才的管理和培养,以人为本,科学发展的宗旨。
本公司已完成GB/T19001-2000IDT ISO9001:2000质量管理体系认证。严格执行CJ/T120-2008.CJ/T136-2007产品标准,公司始终坚信没有好的产品质量没有企业的生存和发展,每道工序都有相应的检验员控制。公司主营产品(福建漳州) 本地 GB5310高压锅炉管。 以客户为重,让我们服务于每一位客户,能及时与客户沟通听取客户反馈的意见和建议。及时解决客户在产品使用过程中的问题,是我们每一位员工的责任。为保证供货的即使和客户的需要,公司实行24小时生产,每月月产量1600多吨。满足了客户的需要和工地工期紧及时安装的问题。 面对快速发展的管道防腐行业,潞沅公司将继往开来,发扬“与时俱进,追求超卓”的潞沅精神,凭借优良的产品质量、完善的服务体系,以市场化、多元化的经营理念开拓发展,创造出更加辉煌灿烂的明天。

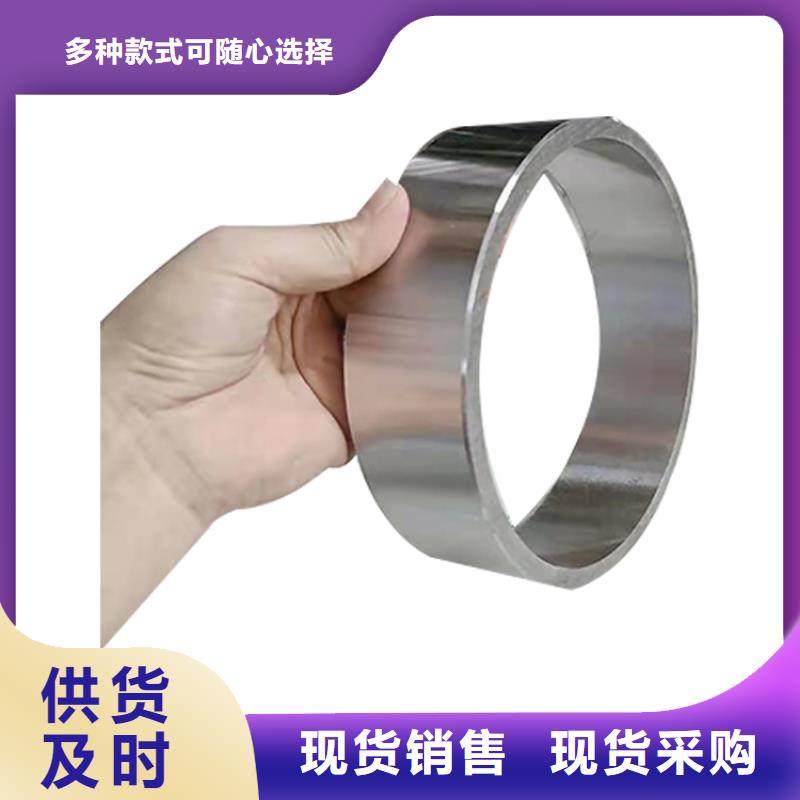
零切钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对钢管零切制造生产过程进行质量监控,那么在组装时,如何保证钢管零切的平整度及整体偏差呢?下面小编为大家分析一下。
1、弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。
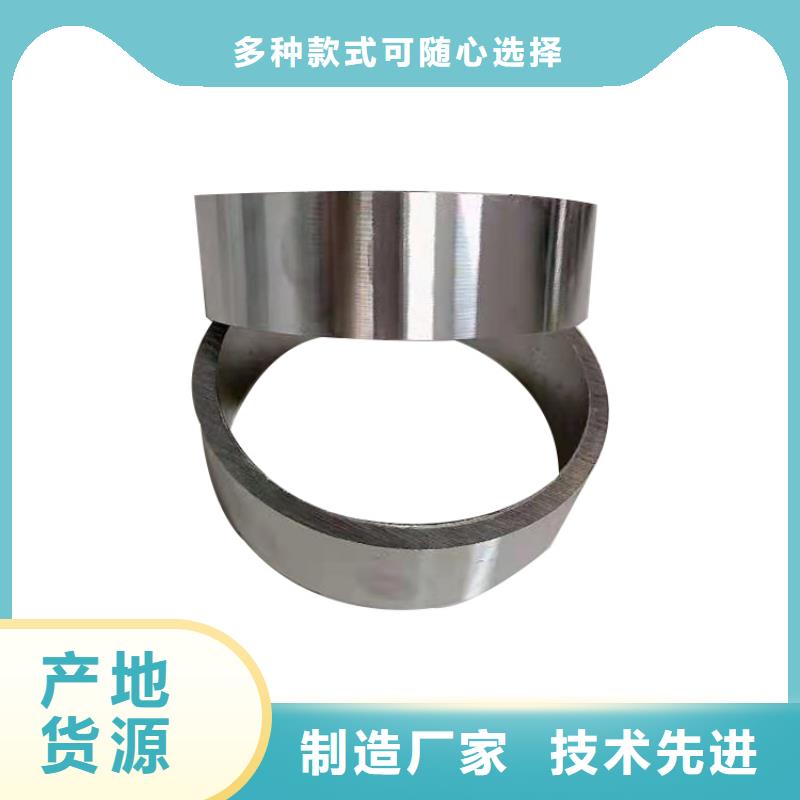
2、改进焊接工艺:采取小范围焊接,特别是头一层的焊接,增加焊接层次,以此减少焊接变形量,减少钢管零切外形尺寸的偏差。
3、直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。
4、改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。



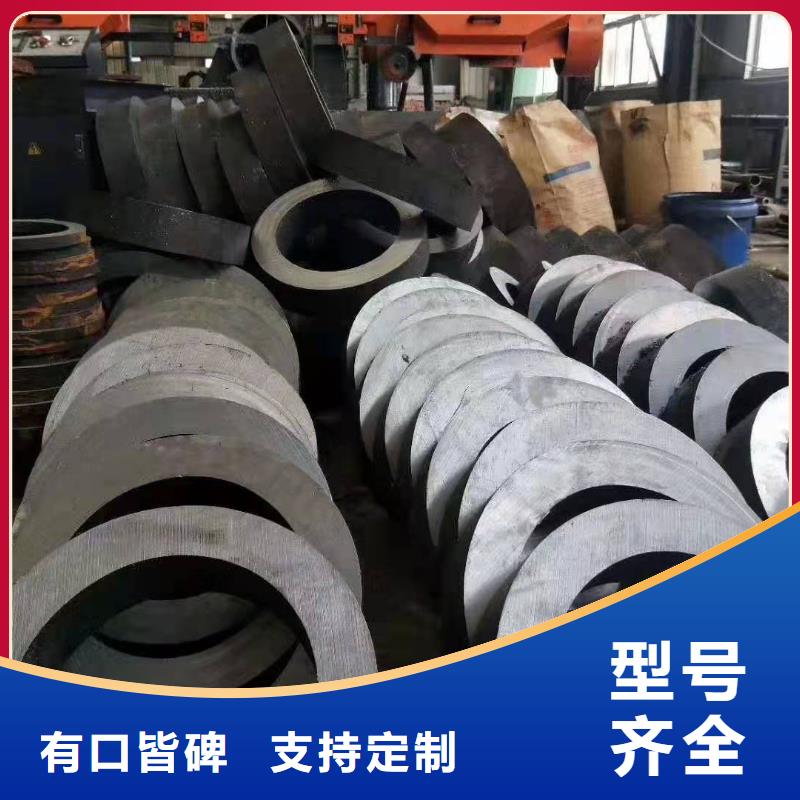
劣质零切钢管易出现折叠。折叠是钢管零切表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。产生折叠的原因是由于劣质厂家追求,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,钢材的强度大下降无缝钢管零切。
2.劣质钢管零切外表经常有麻面现象。麻面是由于轧槽磨损严重引起钢材表面不规则的凹凸不平的缺陷。由于劣质钢材厂家要追求利润,经常出现轧槽轧制超标。
3.劣质钢管零切表面易产生结疤。原因有两点:1.劣质钢材材质不均匀,杂质多。2。劣质材厂家导卫设备简陋,容易粘钢,这些杂质咬人轧辊后易产生结疤大口径钢管切割。
4.劣质钢管零切表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹。


生产零切钢管所采用的标准
钢管零切的公称(标准)尺寸(直径×壁厚);
钢管零切壁厚公差;
钢带的厚度公差级别;
钢管零切焊缝修磨余量;
因素。
由上述因素得出的带钢厚度为:
T=t-k%t+∮+0.04+0.05
其中t:钢管零切的标准壁厚
k%:壁厚公差(k值为10%)
∮:为钢带厚度公差
修磨余量:0.04mm
因素余量:0.05mm



